机组捞渣机综合节能改进作者: 发布时间:2019-02-25
国电大同发电公司#7、8、9、10炉采用湿式捞渣机除渣,原设计为高温渣水经板式换热器冷却后循环利用,捞渣机渣水温度应控制在60℃以下。但实际运行中由于渣水中存在灰、渣,导致板式换热器经常堵塞严重无法运行,只好将板式换热器退出运行(现在#7、8、9、10机组板式换热器全部退出)。造成捞渣机渣水长时间在60℃以上温度运行。导致捞渣机机体、管道、阀门结垢严重,同时泵的出口阀门长期保持小开度运行导致渣水循环泵、回水泵出现轴封漏水、漏油、泵体及水轮、结垢严重等问题,增加了大量额外工作量及材料费用。班组检修人员基本上每个月对渣水循环泵、渣水回水泵进行解体检修,办理设备检修工作票,停电、送电。主要是对泵体水轮进行除垢清理,用边铲、榔头清除水垢,消耗了大量人力、物力、财力。同时给灰硫分公司现场安全文明生产标准化工作带来很大阻力。 捞渣机机体渣水液位调节仅采用能耗较大的阀门节流调节方式,渣水调节无智能自动控制系统,极易出现捞渣机机体和缓冲水箱溢水现象,威胁人身(烫伤)安全影响现场文明生产及环保事件。 一、目前捞渣机(#7、8、9、10)存在的问题 1、外冷式捞渣机渣水系统堵塞、结垢严重,无法实现长周期安全稳定运行。 2、外冷式捞渣机渣水水温大部分时段高于60℃,个别时段达到75℃左右,对捞渣机安全运行存在威胁,渣水外溅容易烫伤人。 3、运行中捞渣机补水控制手段落后,造成渣水系统溢水或缺水,对锅炉运行构成安全隐患。 4、渣水盐分高造成渣水系统泵、管路、阀门结垢损坏频繁。 5、渣水系统配置设备、设施多,运行调整困难,能耗大。 6、渣水回水泵、渣水循环泵检修工作量大、维护周期短,材料费用消耗大。 7、由于渣水温度高,水蒸气大,对渣仓本体及周围环境、设备腐蚀严重。墙皮脱落,电动葫芦及钢丝锈蚀。 二、解决(#7、8、9、10)捞渣机问题方法 1、将渣水控制在湿式捞渣机机体内部,杜绝高盐份渣水外溢造成各种污染和设备系统结垢隐患。 2、实现渣水系统和锅炉水封的自动补水,确保锅炉主机和捞渣机安全稳定运行。 3、将湿式捞渣机渣水温度降至设计温度范围内(60℃以下)运行。杜绝减少设备系统结垢的发生。 4、在捞渣机机体内安装两组不锈钢管道(直径108MM),冷却捞渣机机体渣水,利用原有循环水系统进行渣水换热,从而确保捞渣机渣水在设计温度下运行。 5、利用我厂工艺废水通过渣水控制装置6(见下图)实现捞渣机机体渣水的自动补水控制,使设备运行时消耗水量和补充水量达到平衡,确保渣水不缺少、不外溢。(控制原理:渣水液位到达低位开启补水,渣水液位到达高位关闭补水,同时系统具备高低液位极值报警功能。) 6、利用我厂工艺废水通过水封控制装置7实现水封在工作液位消耗水的即时补给,在设备运行期间可靠,不向渣井和捞渣机内补水,确保捞渣机机体内渣水液位可控。(控制原理:维持水封液位恒定在一个可靠的水位运行,低液位时报警。) 7、内冷却器换热面积和换热型式的确定:根据机组负荷连续排渣最大散热量和保持捞渣机渣水水温不超过60℃两个条件,计算确定换热面积和换热型式。 三、预期取得效果 2016在#10机组大修中,对#10机组捞渣机综合节能改进后,目前已经运行18个多月,改进后系统运行良好,取得效果非常明显。 1、捞渣机渣水运行水温控制在60℃以下。达到预期目的。 2、捞渣机系统不产生工艺性废水,没有发生渣水外溢事件。实现人身安全,消除环保隐患。现场安全文明生产标准化工作大幅度提高。 3、彻底解决渣水循环管路、阀门结垢损坏频繁、水泵结垢问题;节约人工和材料费用。 4、利用我厂工艺废水作为捞渣机补水,实现废水综合利用(节约大量优质水源);为厂(公司)废水零排放创造条件。 5、将#10机组捞渣机配套运行的两台渣水循环泵、两台渣水回水泵全部停止运行,一台机组每年节约电量70多万KWH,节能效果十分明显。如果四台机组将来全部改进,每年节约电量280多万KWH。产生巨大经济效益。 6、实现捞渣机渣水液位和水封水位自动控制,为机组安全稳定运行提供可靠保证。 7、经过节能改进后捞渣机设备运行调整和检修维护工作量降低90%以上;大幅度减轻运行、检修人员劳动强度。 8、该技术革新为国内首创,可大幅提高捞渣机设备的安全可靠水平,节能减排效果明显,助力我厂提质增效。该项目今年获得国家知识产权局颁发的实用新型专利证书。荣获山西省“五小”竞赛优秀成果一等奖。 9、由于渣水温度降低,产生蒸汽减少,对渣仓及周围设备、环境影响大大减少。 10、外冷式捞渣机改进为内冷式捞渣机两者相比后者节能在60%以上,同时促进生产现场整洁、环保。综合考虑计算#10机组捞渣机节能改进后每年合计节约在100万元人民币以上。经济效益、社会效益都非常可观。 捞渣机设备作为燃煤电厂的核心设备,设备的稳定运行水平直接影响燃煤机组的整体性能,也是燃煤电厂安全可靠运行的基础。内冷式捞渣机与外冷式捞渣机相比节能60%以上,该系统可实现完全自动控制,解决了渣水系统结垢、设备稳定性差等问题,彻底杜绝了捞渣机溢水问题,设备现场安全文明生产水平显著提高,节能减排效果同样明显,#10机组捞渣机通过综合节能创新改进后,附属设备渣水循环泵和渣水回水泵永久退出运行。为厂(公司)提质增效做出积极贡献。
改造前捞渣机管道结垢情况
#10机组捞渣机机体
捞渣机补水控制系统
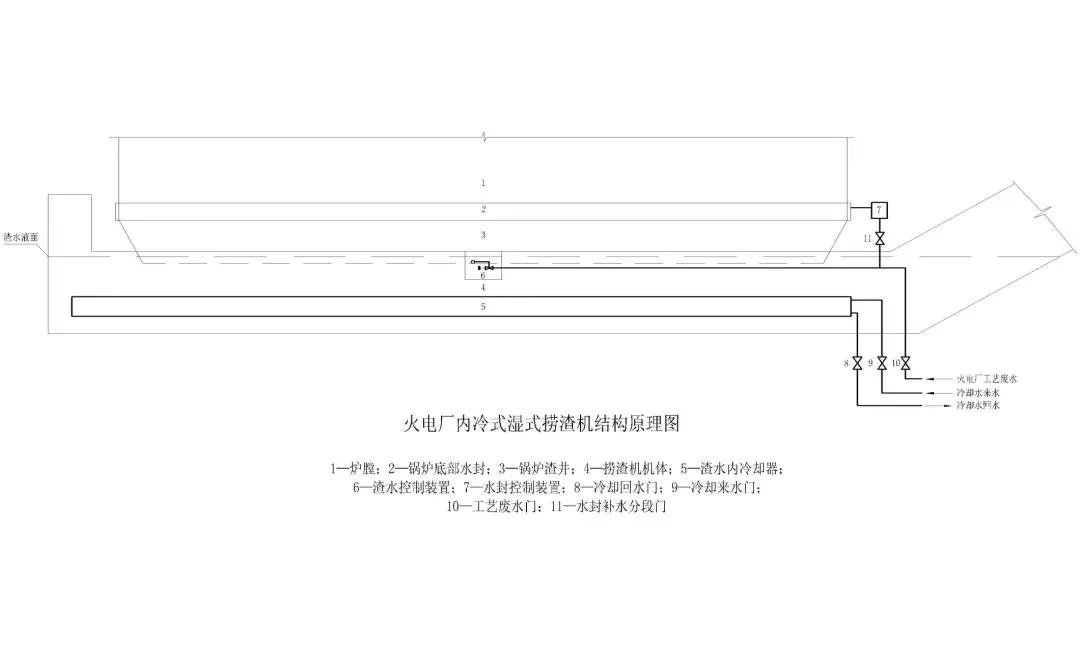
退出运行的渣水回水泵和渣水循环泵
退出运行的板式换热器
|