大型循环流化床锅炉冷渣机优化创新作者: 发布时间:2018-05-14
特邀《电力设备管理》杂志推文 一、概况 循环流化床渣冷却系统一直随着循环流化床锅炉的发展而发展,从风水联合冷却结构,到绞龙水冷夹套结构,再到夹层式螺旋结构,渣冷却系统技术已走进膜式壁螺旋结构。膜式壁冷渣机是一种实现物料之间热量传递的安全节能工艺设备,随着设备的大型化、内部换热管结构的紧凑化发展,冷渣机内部检查检修难度日益加大。四川白马公司,针对现有冷渣机的结构特点,调研国内冷渣机生产的几个主流技术,通过技术优化创新,提高了冷渣机的可靠性。其中主要创新点为: 1、改变冷渣机局部水管道的位置,将管道重叠、移位,让出部分检查检修空间,提高了检修的便利性。 2、通过新型全框架支撑系统,提高了冷渣机内部换热元件的支撑强度,避免了固定件松动,部件掉落的问题。 3、采用独特的冷渣机进渣管浇筑工艺,铆扣工艺,加强了冷渣机进渣管道的可靠性。 通过优化后的冷渣机,工作运行状态较好,第一台优化的冷渣机时间是在2015年9月,运行近2年时间,未曾有冷渣机漏水、管排支撑件松动、进渣管脱落等问题,大大提高了冷渣机的安全可靠性,为将来冷渣机的发展指明了方向。 二、整体分析 大型冷渣机的结构现在主要分为两个流派,一是以双管排为主的青岛派系,一是以十字分仓为主的成都派系。
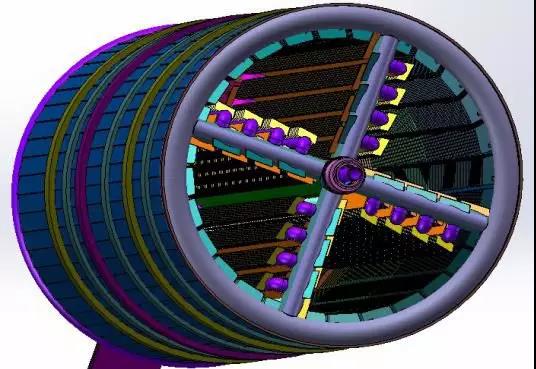
图1成都派系的分仓结构 分仓结构是将内筒分为大小不等的仓格,每个仓格的灰渣几乎成独立运动,也有部分交混,来提高换热面积。而双筒结构是采用同心的管排滚筒,来提高换热面积。 上述两种结构,不管派系结构如何,均采用的内部增加换热管道,来加强冷渣机的整体换热。内部换热管道的增加,提高了检查检修的难度。 1、冷渣机漏水 冷渣机漏水是该设备常见故障。由于检查难点的存在,会造成冷渣机运行时无法检查和检修,处理一小处漏点所需的时间及工期较长,设备的可靠率降低。特别是在冷渣机发生漏水以后,水和灰渣进行反应,产生难以清除的渣块。渣块会造成管排换热极具恶化,管排其它部位缺水干烧损坏。另外当渣块堆积位置集中时,冷渣机筒体处于不平衡状态,造成设备无法启动。 根据统计,处理一次渣块堆积的故障,白马公司最长时间为23天,大大增加了机组的安全隐患。
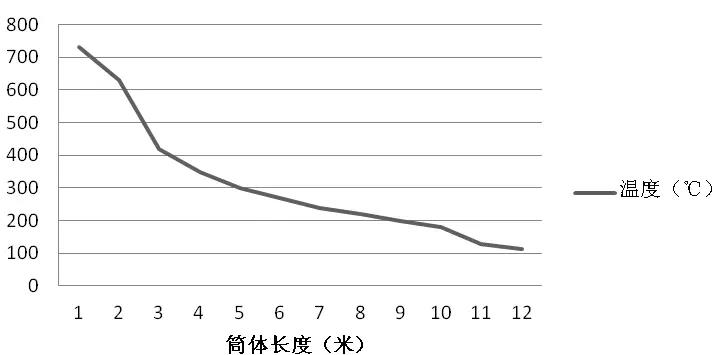
图2冷渣机泄漏照片 统计我厂和其它循环流化床电厂冷渣机漏水的缺陷,发现漏水部位集中在高温段(高温段是冷渣机下渣口向后延伸3米范围内)。在高温段,灰渣急剧换热,辐射换热能力强,管道及金属件热疲劳强度大。冷渣机的运行转速最高为3r/min,这就造成管排每分钟发生3次不同程度的冷热交替,工况恶劣。同时在加工制造中的残余应力与使用过程中的工作应力共同影响下,容易导致鳍片、导渣片焊缝位置发生裂纹。 通过在冷渣机外筒体上增加测温孔、测温仪器取平均值,发现高温段能将灰渣从900℃左右降低到400℃左右。低温段虽然长,但是换热能力由于热辐射下降和传热温差下降而逐渐降低。另外当温度下降到400℃以下后,温度对碳钢的热疲劳影响逐渐下降,低温段管排由热疲劳引起的故障很少。
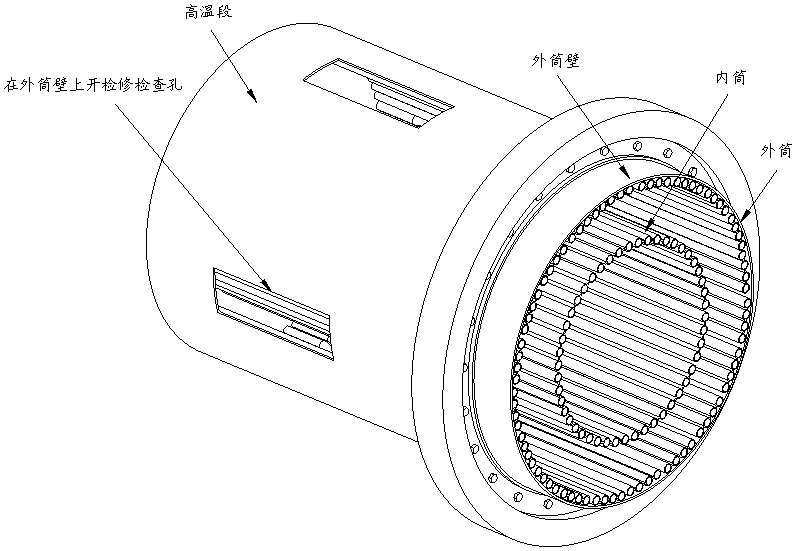
图3冷渣机换热曲线图 2、支撑固定件松动 冷渣机的管排固定方式均为卡件或支撑件,其作用点均在外管内壁上。由于外观内壁上的卡件部位的特殊性,当遭受外力作用时,整个内部的受热面不能形成有效的刚体结构,内部管排首先破坏薄弱点,然后引起整个内换热面晃动,造成设备焊缝、管排拉裂漏水。 3、下渣管断裂 冷渣机内部进口下渣管均采用奥氏体不锈钢310S结构,在冷渣机内部长期运行后,下渣管上部焊缝强度变低,甚至断裂,断裂后的下渣管在进渣段反复碰撞冷渣机内部管排。使管道泄漏。 热疲劳造成的换热管漏水,支撑件松动,进渣管脱落不是偶然性的问题,它是长时间运行过程中,从量变到质变的一个过程。如果在每一个检查周期(1个月一次)能有效的检查预防热疲劳造成的管排、卡件、管道缺陷,前期预防处理,就能提高冷渣机可靠性。 三、关键技术和创新点 1、管道让管技术 让管主要是利用弯管将外管排向两边移开,同时在外筒体高温段开设长方形检修孔。外管排组由两根回水管及两根进水管组成,将外管排两组供水管二合一为一根供水让管,两组回水管二合一为一根回水让管,让管靠近筒体外壁,形成一个检查孔。并以相同的的结构在高温段处开设5组检查孔。在开孔后,整个视线空间能覆盖内筒外壁,0-2.5米长度范围的检查视野达95°,不存在检修死区。
图4让管空间布局图 下图中将两根供水管和两根回水管采用三通合二为一成让管,让管穿过外部筒体钢板,管道与外部筒体钢板贴近,这样不会影响管道的受热膨胀,也将需要的检修检查空间让开,起到检修孔的作用。
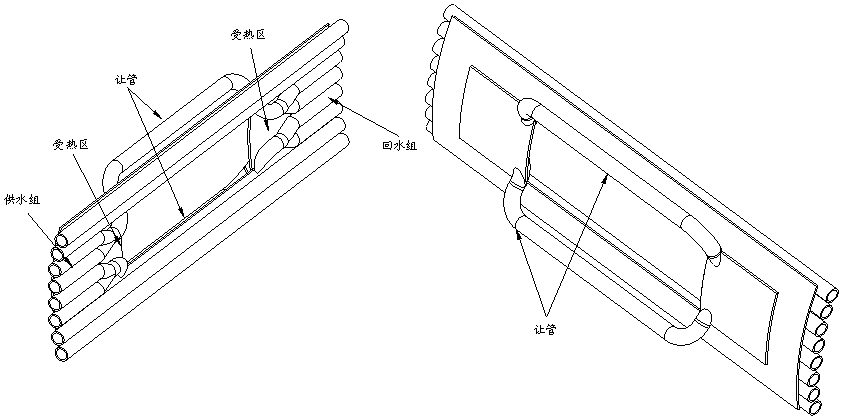
将两管并联后,通过让管流速变化趋势,来判断冷渣机让管处是否存在传热恶化情况。冷渣机在设计时,按照美国换热器协会(HEI)发布的《电厂换热器标准》(PPHX)进行流速控制。该标准提出最大换热管内流速碳钢管不超过2.4m/s进行设计。通过供水处旋转接头压力表可以测得供水压力门后为1.5MPa,回水压力门前测得1MPa。水管直径由两组内径50mm的换热管合并为内径为64mm的换热管,管道的流通整体截面积减小。 采用流态模拟的方式,对整个变换区域的管组进行流速及流态检查。三通制作外壁轨迹与流体运动时流迹线接近,没有在三通处形成回流漩涡,避免了在三通处局部传热恶化,三通不影响流态变化。流速在三通前部为1.1m/s,合管后增大到2.1m/s,后部三通处流速又降低到1.2m/s。以温度为60℃流速水运动粘度计算雷诺数: 式中ρ为温度下的密度,v为流速,d为管道内径,η为运动粘度 在1.2m/s时,Re=114884>4000 流体为紊流状态 在2.2m/s时,Re=219324>4000流体为紊流状态 符合管道传热设计
图5让管流速分布图 让管位置管排采用让管后,在冷渣机外筒内部形成了两组受热区。为了保证受热区内,外壳钢板干烧无冷却造成钢板碳化变形,在受热区内填充耐火材料。另外采用耐火材料浇筑可以保护双筒冷渣机内部支撑件的整体刚性。 1、框架支撑系统 原设计的支撑结构由于外筒空间限制,需要将支撑件减薄。采用让管后,支撑件采用整体圆形框架,这种结构由于截面积增大,其支撑强度也增大,由于管道内有水高速流动,容易产生管道振动,圆形框架结构在水平、垂直、倾45°时更能稳定内管排,改变设备的固有频率,不让内管排发生振动、异响等机械缺陷。(该支撑结构主要针对双滚筒结构) 2、耐火材料浇筑管道 (1)卷管、抓钉焊接位置 卷管作为下渣管的骨架,支撑内部所有的耐磨耐温材料。卷管采用304钢板制作。抓钉采用310S材料制作,抓钉的Y型面分叉圆钢采用螺旋结构,增加整个抓钉的抓伸力,从而避免内部浇注料的垮塌。 抓钉与卷管之间采用焊接固定。抓钉长度比下渣管耐磨材料内壁低15mm左右。抓钉采用梅花交叉型结构焊接。 (2)制作模具 模具的制作采用木材+铝皮的结构,木材为模具的骨架,而铝皮为脱模层。由于铝皮的外表面较为光滑,能更好的进行脱模。并能保持下渣管内壁的光滑度,避免过于粗糙,造成堵渣。 将加工好的模具布置到焊接完成后的下渣管外管内,并将模具使用木板做好限位,防止模具在浇筑过程中发生脱落或者损坏。木板限位做成凹凸结构,并做好Z型膨胀缝的预留。 (3)浇筑渣管 浇筑采用#8料进行。将原浆按照水、料、合剂的比例使用搅拌机制作好。使用人工喂浆的方式将材料注入下渣管,并使用振动棒分层、逐级的震动排除浆液里的空气。浇筑到顶层后,使用大小木环制作下渣管的膨胀Z型缝,待耐磨材料完全固化后形成膨胀缝所需要的间隙。 (4)渣管取模 将渣管放置在干燥地点,在温度25℃以上放置7天以上,就可以进行取模。取模时要防止损坏浇筑层,禁止用撬棍直接敲击模具。正规的做法是利用錾子将连接模具的铁钉斩断,然后将模具取出。 (5)整体烘烤安装 为了排除内部的水分,并且保证耐磨料的紧至、细密。需要对内部的耐磨料进行烘烤。烘烤可根据条件进行,如有较好的烘炉设备或整体烘箱最好。如达不到以上条件,可以使用在内部燃烧原木的方式进行烘烤,烘烤的标准是材料发生色变,并从内部析出水分为准;与原有下渣管道焊接安装。 4、使用效果 技术改造完成时间为2015年9月,2017年7月对该新结构技术可靠性及性能进行验证。 检修空间验证:打开5组检修孔后,内筒0-2.5米位置均能进行检修,检查检修空间满足技改设计要求。 排渣温度验证:在3r/min转速下对回水温度及出渣温度进行试验。回水温度采用系统自带DCS数据,出渣温度采用红外线测温仪取渣堆中部温度,试验数据如图12。 对比之前的设备排渣温度,偏差为1%左右,满足设备使用要求。 四、成果应用 1、获得相关专利1项,论文1篇。 2、集团内获奖:神华国能公司第一届青年科技创新项目一等奖。 五、结论 冷渣机已不止运用于循环流化床锅炉上,在钢渣冷却及其它恶劣环境下需换热项目上均有发展。上述三项创新内容,提升了运行时的可靠性,停备时检修的便利性,从检、运、维的三方面重点考虑了设备的周期性规律。为冷渣机高参数,大型化的发展上具有指导意义。 |